



合作客戶/
拜耳公司 |
同濟大學 |
聯(lián)合大學 |
美國保潔 |
美國強生 |
瑞士羅氏 |






相關新聞Info
-
> 單片機智能控制的液體表面張力測量儀設計
> 高速運動的微小水滴撞擊深水液池產(chǎn)生的空腔運動及形成機理(一)
> 液滴撞擊固體表面過程中黏度與表面張力系數(shù)變化(二)
> 一起和孩子做“科學小實驗”,超有趣的科學小實驗!
> 一文讀懂烷基糖苷下游產(chǎn)業(yè)鏈及現(xiàn)狀
> 勝利油田常規(guī)和親油性石油磺酸鹽組成、色譜、質(zhì)譜、界面張力測定(二)
> 磷脂膜破裂臨界時間和臨界表面張力值分析方法
> (Delta-8)橄欖油兩性表面活性劑之間的協(xié)同作用和陰離子表面活性劑——結果和討論、結論、致謝!
> 肺泡液-氣界面的表面張力的作用及生理意義
> 中科院江雷及團隊提出鋪展概念及其表征方法
推薦新聞Info
-
> 生物表面活性劑產(chǎn)生菌的篩選及對PAHs污染環(huán)境的修復效果研究(四)
> 生物表面活性劑產(chǎn)生菌的篩選及對PAHs污染環(huán)境的修復效果研究(三)
> 生物表面活性劑產(chǎn)生菌的篩選及對PAHs污染環(huán)境的修復效果研究(二)
> 生物表面活性劑產(chǎn)生菌的篩選及對PAHs污染環(huán)境的修復效果研究(一)
> 表面活性劑生物降解度測定方法種類及表面張力法的優(yōu)勢——結果與分析、結論
> 表面活性劑生物降解度測定方法種類及表面張力法的優(yōu)勢——摘要、實驗部分
> 炔屬二醇表面活性劑對環(huán)氧灌漿材料漿液性能、灌體的滲透性影響(二)
> 炔屬二醇表面活性劑對環(huán)氧灌漿材料漿液性能、灌體的滲透性影響(一)
> 羧酸鹽型Gemini表面活性劑GAC-31合成條件及表、界面活性研究(二)
> 羧酸鹽型Gemini表面活性劑GAC-31合成條件及表、界面活性研究(一)
電弧增材制造過程中熔池的形成與演變受哪些因素影響?
來源:材料導報 瀏覽 938 次 發(fā)布時間:2024-12-27
電弧增材制造過程涉及絲材的送入和熔化,熔融金屬向熔池的過渡,熔池中液態(tài)金屬的對流、凝固和成形。缺陷的形成與電弧增材制造過程中發(fā)生的復雜多物理場現(xiàn)象密切相關。因此,需要借助高保真數(shù)值模擬技術來深入理解這些物理現(xiàn)象,并將其作為優(yōu)化工藝條件、制造高質(zhì)量產(chǎn)品的理論依據(jù)。本文綜述了電弧增材制造傳熱傳質(zhì)數(shù)值模擬涉及的關鍵技術,并對未來研究方向進行了展望:首先,介紹了幾種典型的熱源模型,鑒于電弧增材制造過程中熔池的形成與演變是多種驅動力共同作用的結果,分析了浮力、電磁力、表面張力、電弧壓力、電弧剪應力模型對流體流動和熔池表面變形的影響。
熔池行為是多種驅動力共同作用的結果,重力、浮力、電磁力、表面張力、電弧壓力、電弧剪應力等驅動力對流體流動和熔池表面變形均有影響。由于液態(tài)金屬在較高溫度下的密度較低,金屬內(nèi)部各部分之間存在密度差異。因此,在熔池中心產(chǎn)生向上的浮力,液態(tài)金屬由底部流向頂部,到達上表面后流向熔池邊緣。熔池中心的溫度高于熔池邊緣的溫度,一般金屬熔液表面張力溫度梯度為負值,會形成熔池中心的高溫液態(tài)金屬流向熔池邊緣溫度較低區(qū)域的流動模式,距離中心越遠,液態(tài)金屬流速越快。受表面張力驅動的Marangoni力的影響,熔池的形狀寬且淺。液態(tài)熔池受到感應磁場的影響,會引起液態(tài)金屬的對流流動。在熔池表面,液態(tài)金屬由熔池邊緣向熔池中心流動。
如圖1a、b所示,沿x軸和y軸方向的電磁力從圓弧外圍指向中心,在距圓弧中心處達到峰值。沿z軸方向的電磁力垂直向下,在工件表面達到峰值,如圖1c所示。在熔池內(nèi)部,液態(tài)金屬由熔池上部沿中心線向下流動,再沿液固界面流向熔池表面,最大流速出現(xiàn)在熔池中間區(qū)域,熔池底部產(chǎn)生凸起,熔池隨之變深,這與大多數(shù)研究的結果一致;在熔滴內(nèi)部,Cadiou等研究發(fā)現(xiàn)電磁力促成了熔滴的扁平化,這導致沿液橋的表面張力增加,在熔滴從焊絲上分離之前,表面張力占主導地位,在脈沖階段,電磁力沿液橋強烈增加,導致液滴脫離,如圖1d所示。
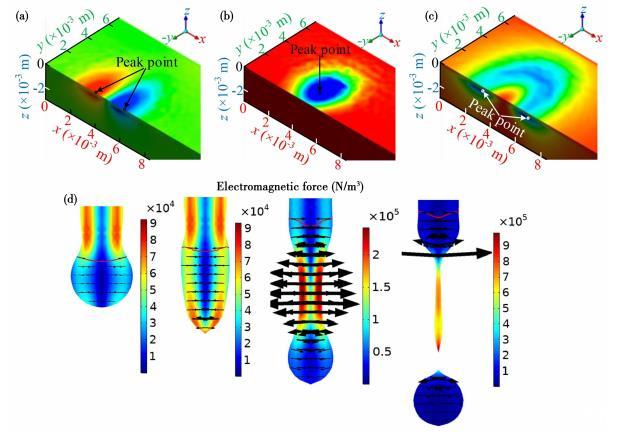
圖1電磁力分布:(a—c)熔池內(nèi)部笛卡爾坐標系x、y、z方向;(d)熔滴內(nèi)部
電弧壓力是形成熔池凹陷區(qū)的驅動力。熔池中心表面的液態(tài)金屬受到較大的壓力,向周圍移動。液態(tài)金屬在熔池中心區(qū)域流速最大,而越靠近熔池底部流速越小。這種流動模式允許更多的熱量從熱源傳遞到熔池底部,從而導致深度滲透。如圖2所示,液態(tài)金屬在電弧壓力的驅動下被推到熔池的后部,并在凝固時形成冠狀。
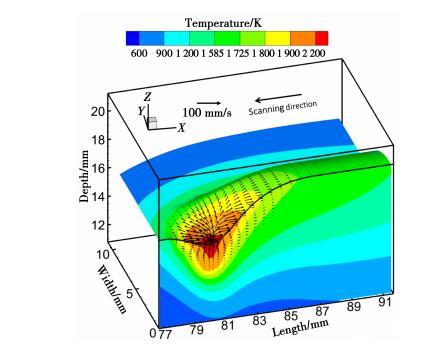
圖2電弧壓力作用下熔池的形貌
電弧剪切應力的存在是由于電弧等離子體中既有動能又有動量。當電弧等離子體從熔池中心撞擊熔池時,熔池表面會受到向外的剪切應力。類似于表面張力,熔池表面的剪切應力促使液態(tài)金屬向外流動。它通常在靜止焊接或低速焊接過程中呈軸對稱分布,如圖3所示,從電弧中心到邊界,電弧剪切應力先急劇增加后減小。在高焊接速度下,電弧沿焊接方向變形,產(chǎn)生非軸對稱分布的電弧剪切應力,此時可以假設電弧剪切應力分布在一個雙橢圓區(qū)域。
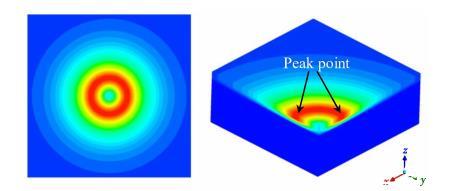
圖3電弧剪切應力分布示意圖
現(xiàn)階段通常使用一個或多個經(jīng)驗公式來模擬熔池驅動力,這種方法簡單易用,可以快速計算出驅動力的變化情況。然而,在模擬過程中,需要進行一些假設和約定,這可能導致模擬結果的不精確或不可靠;其次,熔池驅動力模型存在一定的簡化和近似,可能會忽略一些細節(jié)和復雜的物理現(xiàn)象,這也會對模擬結果產(chǎn)生影響;此外,在模擬過程中需要輸入大量的參數(shù)和設置,如果這些參數(shù)和設置不正確,將會對模擬結果產(chǎn)生影響。
本文綜述了WAAM傳熱傳質(zhì)數(shù)值模擬涉及的關鍵技術。在WAAM過程中,熔池的形成與演變是多種驅動力共同作用的結果,其中,電磁力、表面張力、電弧壓力、電弧剪應力等驅動力模型以源項的形式添加到動量方程中。考慮到電弧的變形,部分學者還建立了非軸對稱分布的驅動力模型。速度入口填充液態(tài)金屬的過渡模型一般用于GMAW和CMT熱源類型。將過渡金屬假設為球狀的方法操作簡單,容易收斂,被大多數(shù)模型所采納。固態(tài)金屬焊絲模型相對復雜,能夠預測不同的過渡方式和詳細的過渡動態(tài)。建模域通常被視為兩相流問題,其中與VOF法相比,LS法能預測更銳利的界面。但是,LS法不能嚴格保證質(zhì)量守恒,而VOF法可以更好地保證質(zhì)量守恒。因此,VOF法得到了更廣泛的應用。上述開發(fā)的模型能夠模擬具有動態(tài)自由表面的熔池,但是還存在一些局限,未來發(fā)展前沿涉及:
(1)提高精度和可靠性。由于這些模型不可避免地基于一些假設并進行簡化,例如,工藝參數(shù)對孔隙、咬邊等缺陷的影響經(jīng)常被忽略,在數(shù)值建模中,必須考慮這些現(xiàn)象,以更全面地預測熔池的動力學和形態(tài)。此外,為了提高對模擬結果的評估準確性,需要加強驗證模擬的實驗數(shù)據(jù)和方法的準確性。
(2)探索熱學、固體力學和冶金現(xiàn)象耦合的多尺度模擬。
增材制造工藝涉及廣泛的長度和時間尺度,從熔池的動態(tài)變化到最終零件的微觀結構。開發(fā)多尺度的仿真工具有助于全面理解成形過程,并預測制造的零件的力學性能和微觀結構。值得注意的是,多尺度模型可能更為復雜。
(3)結合機器學習與人工智能技術。隨著模型復雜程度的提升,仿真時間和計算量迅速增加。將數(shù)值計算與機器學習相結合,充分挖掘計算數(shù)據(jù)意義的同時提高計算速率,為突破當前局限提供了一種可行的技術手段。