



合作客戶/
拜耳公司 |
同濟大學 |
聯合大學 |
美國保潔 |
美國強生 |
瑞士羅氏 |






相關新聞Info
-
> 改性環氧樹脂乳液型碳纖維上漿劑制備、表面張力、黏度等性能測試(二)
> ?氧化石墨烯基復合膜材料的制備方法、應用開發及前景
> 雙季銨基鄰苯二甲酸酯基表面活性劑SHZ16和SHZ14表面張力等性能對比(一)
> 不動桿菌菌株XH-2產生物表面活性劑發酵條件、性質、成分研究(一)
> 助劑對乙基多殺菌素藥液在杧果葉片潤濕鋪展行為、表面張力的影響——討論
> 草甘膦藥液表面張力變化對其物理性狀與生物活性的影響
> ?界面流變儀可以測量液體表面張力嗎?界面流變儀與界面張力儀區別解析
> 楊式方程、Wenzel 方程 Zisman 準則揭秘液體與固體表面之間的復雜關系
> SAW作用下的液膜鋪展實驗:引入活性劑濃度對分離壓和表面張力的影響
> 液滴撞擊固體表面過程中黏度與表面張力系數變化(二)
推薦新聞Info
-
> 十二胺功能化石墨烯量子點的制備、表面張力及對L-薄荷醇的緩釋作用(三)
> 十二胺功能化石墨烯量子點的制備、表面張力及對L-薄荷醇的緩釋作用(二)
> 十二胺功能化石墨烯量子點的制備、表面張力及對L-薄荷醇的緩釋作用(一)
> 超微量天平比普通電子天平“好”在哪?
> 界面張力儀評估氨基化氧化石墨烯-脂肪酸共吸附機制、應用潛力(四)
> 界面張力儀評估氨基化氧化石墨烯-脂肪酸共吸附機制、應用潛力(三)
> 界面張力儀評估氨基化氧化石墨烯-脂肪酸共吸附機制、應用潛力(二)
> 界面張力儀評估氨基化氧化石墨烯-脂肪酸共吸附機制、應用潛力(一)
> LB膜分析儀證明SP-B在肺表面活性物質三維結構形成中的關鍵作用
> 新型多功能解堵體系-單相酸體系乳化、界面張力測定及現場應用效果(二)
激光深熔焊接表面皺紋組織的產生原因及表面張力計算公式
來源:激光制造(解讀) 瀏覽 942 次 發布時間:2024-06-26
極窄小孔的穩定性仍然是20kW或更高級別激光焊接的最大挑戰。本文研究了小孔失穩的根本原因,包括褶皺結構引起的熱失穩和蒸汽引起的動態失穩。建立了多相流模型,結合高效的自由表面重構算法和高精度的皺紋面結構觀測平臺,研究了極窄小孔表面的形態演化和熱力學行為。研究發現,小孔前壁上存在的褶皺結構(駝峰)可以顯著調節小孔的能量分布,改變小孔的受力狀況。駝峰分布異常引起的能量積累過大是導致小孔孔壁波動不穩定的原因。通過提高焊接速度,抑制了激光與小孔開口之間的間歇接觸行為,從而有助于減少駝峰的產生。通過增大激光功率,避免了固-液界面的打孔效應,提高了小孔前壁熔化層的向下流動效率。提出了一種基于焊接速度和激光功率調節的皺紋控制優化策略。實驗結果表明,優化后的皺紋面結構顯著提高了小孔的穩定性。
方法
實驗采用的是連續波光纖激光器(IPG YLS-30000),其光束參數為:最大激光功率30kW,波長~1070 nm,纖芯600mrad m,光頭F180/F470,瑞利長度31.47 mm,光束參數乘積22.8 mm×μ。工藝參數如表1所示。母材為30 mm厚的SU316L鋼板。化學成分如表2所示。焊接前,鋼板用丙酮溶液清洗,以去除氧化膜和油脂。采用氣體保護氣體側向供氣,流量1.5m~3/h,將透明石英玻璃(GG17)與現場觀察的焊接試件對接。激光光斑位于對接接頭上,偏向不銹鋼,以避免玻璃軟化。從光束中心到對接的距離為光斑半徑的1/2。使用5000fps(每秒幀)的高速相機(Phantom V611)觀察小孔和熔池輪廓。使用最大功率為30W的半導體激光器(808 Nm)照射觀察區。在相機鏡頭上組裝了一個透射帶為808 nm的帶通濾光片,以濾除周圍的光線。
為了研究激光深熔焊接過程中表面皺紋組織的產生和蒸汽壓的波動,建立了多相(固、液、氣/氣)模型。在該模型中,提出了一種基于三線性插值法的快速自由曲面重建方法(TRI-MC)[21],用于計算皺紋結構的幾何信息。對激光反射、局部蒸發、熔池流動和小孔動力學進行了直接模擬。為了降低計算成本,對以下過程進行了簡化:假設小孔附近的流體流動為層流、不可壓縮和牛頓流動;焊接過程中忽略了保護氣體的沖擊。
表面張力的計算公式為:
?m是純金屬在熔點Tm的表面張力,A是純金屬的d?/dt的負值,R是氣體常數,S是飽和時的表面過剩,Kseg是平衡分凝系數,H0是標準吸附熱,H‘Mi是偏摩爾能,Ki是與分凝熵有關的常數。

圖1(A)中顯示了計算領域的圖形說明。計算域的大小設置為20 mm×2 mm×25 mm。計算域劃分為1.25億個邊長為0.02 mm的六面體網格。在初始狀態下,將厚度為20 mm的下部設置為工件層(階段2),將厚度為5 mm的上部設置為環境空氣層(階段1)。前壁(Y=0)被設置為對稱邊界條件,頂面(Z=25 mm)被設置為壓力輸出邊界條件,其他表面被定義為壁邊界條件。使用了Ansys-FLUENT®軟件用于模擬。采用C語言編寫的用戶自定義函數(UDF)實現光線跟蹤過程。圖1(B)顯示了光線追蹤過程的驗證案例,在該案例中,一束平行光束被射入具有不同表面粗糙度的方腔。圖1(C)表明,在高Ra條件下,隨著表面粗糙度的變化,能量分布明顯改變,更多的能量集中在第一反射區。表3列出了模擬中使用的物理特性。
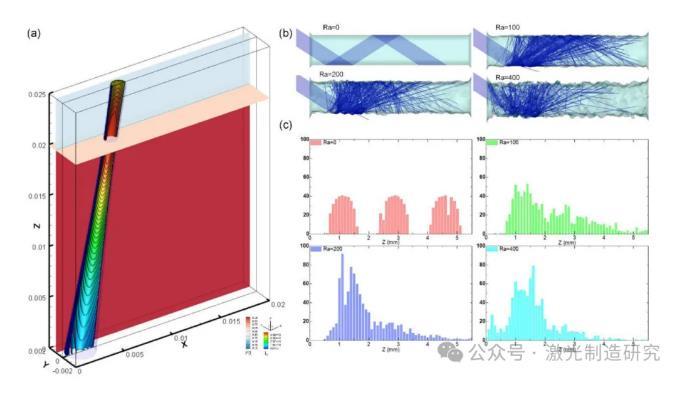
圖1.(A)計算區域和高斯熱源分布示意圖;(B)不同表面粗糙度下激光光線追蹤模型的驗證;(C)不同表面粗糙度下的反射點分布。
主要結論
(1)根據鑰匙孔半徑(r)和局部蒸汽噴射流特征長度(lv)的比值,后鑰匙孔壁可能受到兩種支撐力的支撐。當r/lv<1時,鑰匙孔受蒸汽噴射壓力的作用,保持在動態穩定狀態。當r/lv>1時,鎖孔受蒸汽靜壓的作用,處于臨界穩定狀態。在動態穩定狀態下,匙孔具有更強的抗干擾能力(匙孔半徑波動)。通過將吸收的激光強度調整到0.2至0.5 MW/cm2的范圍內,可將鎖孔控制在動態穩定狀態。
(2)能量吸收率與鑰匙孔前壁駝峰的幾何形狀密切相關。隨著駝峰尺寸的增大,吸收的激光強度可能會在幾個駝峰上過度集中(>0.5 MW/cm2),從而導致匙孔劇烈波動。抑制大尺寸駝峰的產生是調節能量分布、提高焊接過程穩定性的主要手段。
(3)駝峰是在激光束與鑰匙孔開口間歇接觸時產生的。當焊接速度高于蒸發速度(vc≥vp)時,駝峰可被完全抑制。但在焊接速度較低(vc<2 m/min)時,駝峰則無法完全避免。
(4)當熔體向下流動受阻時,駝峰尺寸會迅速增大,固液界面上存在的階梯狀平臺是熔體受阻的原因。提高激光功率有助于改善熔化層的向下流動,減少固液界面的熱傳導(熔化層鉆孔效應)。因此,駝峰的尺寸可以限制在可接受的范圍內。