



合作客戶/
拜耳公司 |
同濟大學 |
聯合大學 |
美國保潔 |
美國強生 |
瑞士羅氏 |






相關新聞Info
推薦新聞Info
-
> 不同水解時間的Protamex酶對玉米谷蛋白表面張力、泡沫、理化性質等的影響(三)
> 不同水解時間的Protamex酶對玉米谷蛋白表面張力、泡沫、理化性質等的影響(二)
> 不同水解時間的Protamex酶對玉米谷蛋白表面張力、泡沫、理化性質等的影響(一)
> 新型納米材料2-D納米黑卡在油水界面的微觀驅油機理、界面張力測定(三)
> 新型納米材料2-D納米黑卡在油水界面的微觀驅油機理、界面張力測定(二)
> 新型納米材料2-D納米黑卡在油水界面的微觀驅油機理、界面張力測定(一)
> 燒結礦致密化行為研究:不同堿度條件下熔體的表面張力、表觀黏度值(三)
> 燒結礦致密化行為研究:不同堿度條件下熔體的表面張力、表觀黏度值(二)
> 燒結礦致密化行為研究:不同堿度條件下熔體的表面張力、表觀黏度值(一)
> 如何提高非離子表面活性劑的表面張力預測精度
3D打印鈦合金粉體的生產工藝——高速高壓氬氣氣流克服鈦合金熔體表面張力
來源:江蘇威拉里新材料科技有限公司 瀏覽 996 次 發布時間:2024-08-14
鈦合金具有比強度高、耐蝕性好及生物相容性好等優點,在航空、航天、船舶、化工及生物醫療等領域有著廣泛的應用。但由于其導熱系數小、彈性模量低、化學性質活潑等原因,傳統制造加工鈦合金時,加工工藝復雜,材料利用率低,成本較高。
將3D打印技術應用于鈦合金加工,能夠有效規避傳統機件加工難度大的問題,同時,將3D打印技術結合拓撲設計,通過將設計好的數據模型利用高能加熱裝置將鈦合金球粉逐層燒結,制成預期形狀的構件,能夠實現結構減重,進而提高材料的利用率,極大的降低鈦合金零件的制造成本,促使鈦合金制品在更廣泛的范圍例如航空航天、生物醫療等領域獲得應用。
制備球形鈦合金粉有熔鹽電解、氫化脫氫、氣霧化法、旋轉電極法和等離子球化法等方法,前兩者技術不成熟,大都還在實驗階段,后三種能夠批量化生產球形鈦合金粉,但使用旋轉電極和等離子球化法由于很難獲取45μm以下的細粉。而高端3D打印需要的低氧超細鈦合金粉,主要依靠氣霧化法來制備。
氣霧化法又分為惰性氣體霧化法、超聲霧化法和電極感應氣霧化法。其中,電極感應氣霧化法是目前鈦合金球粉生產的主要方法,其技術原理為:采用高速高壓氬氣氣流沖擊鈦合金熔體,高速氣流能夠克服鈦合金熔體表面張力,霧化熔體液滴形成細小的金屬液滴,細小的金屬液滴在表現張力作用下冷卻凝固,形成球形粉末。與前兩者相比,電極感應氣霧化法生產成本低、生產效率高。然而電極感應氣霧化法制備的鈦合金球粉的粒徑在45微米以下只能達到30%左右,因此導致超細鈦合金球粉的價格較高,鈦合金的3D打印成本較高。
一種3D打印鈦合金粉體的生產工藝,包括以下步驟:
步驟一:預處理:對原始鈦合金棒料進行脫脂除油處理;所述原始鈦合金棒料的材質為Ti-6Al-4V;
步驟二:加料:將處理后的鈦合金棒料作為電極置于電極感應氣霧化設備的感應線圈中,之后將電極感應氣霧化設備腔體抽真空至真空度≤0.01Pa;
步驟三:熔料:將熔煉功率升高至35KW,鈦合金棒料在熔煉區進行融化,鈦合金棒料的下降速率為35mm/min;
步驟四:加粉:通過氬氣進氣管道在混合氬氣中加入金屬摻雜劑;所述金屬摻雜劑為納米六硼化鐿和納米鉺混合物按照質量比1.2:2.5混合而成,金屬摻雜劑的粒徑為50nm,金屬摻雜劑的添加速度為0.5mg/s。
步驟五:霧化:鈦合金棒料熔化成液流下落時,被通過霧化噴盤的噴嘴噴出的含有金屬摻雜劑的混合氬氣破碎成細小液體,細小液滴快速冷卻凝固成粉末,即霧化粉體;通過噴嘴噴出的含有金屬摻雜劑的混合氬氣氣流壓力為2MPa,將混合氬氣流量設置為550m3/h,混合氬氣中氫氣的體積百分比為:0.1%;噴嘴的角度為45°。
步驟六:篩分:在氬氣為1.1個大氣壓的保護氣氛中篩分霧化粉體,得3D打印鈦合金粉體。
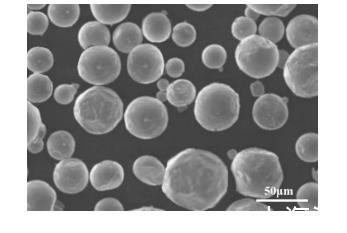
采用掃描電子顯微鏡對實施例1所制備的霧化粉體進行形貌表征,結果如圖1所示。從圖1可以看出,霧化粉體的粒徑較小,較多的粒徑在50μm左右,在霧化粉體表面粘合有金屬摻雜劑。
所得3D打印鈦合金粉的氧增量為78ppm。
通過采用上述技術方案,金屬摻雜劑能夠在鈦合金氣霧化過程中較大程度的粘合在鈦合金表面。
小結:
1、采用氫氣混合氬氣為霧化氣體,在并對Ti-6Al-4V鈦合金摻雜比例的納米六硼化鐿和納米鉺,制備得到低氧超細的3D打印鈦合金粉體,粒徑在5-80μm之間,其中,粒徑小于53微米的粉末率可達56%。
2、采用氫氣混合氬氣為霧化氣體,通過氫氣來弱化鈦合金熔體的表面張力和粘度,使其更容易分散成更細的液滴,得到更小粒徑的粉體,同時也起到了降低霧化粉體增氧量的作用;通過添加比例的納米六硼化鐿和納米鉺,使納米六硼化鐿和納米鉺在鈦合金氣霧化過程中粘合在鈦合金表面,從而改善其3D打印件的力學性能。
3、此生產方法制得的3D打印鈦合金粉體氧增量低、細粉率高,以此制備的3D打印件具有較好的硬度、拉伸屈服強度、抗拉強度和伸長率等力學性能。